
Em essência, o acabamento superficial na usinagem refere-se às irregularidades em pequena escala deixadas na superfície de uma peça após a usinagem. Essas irregularidades são normalmente agrupadas em três categorias:
Agora imagine dois extremos:
É nesse equilíbrio entre velocidade de produção e qualidade de acabamento que a experiência faz toda a diferença. Vemos isso todos os dias quando peças usinadas Para clientes de diversos setores. O acabamento correto pode fazer toda a diferença entre uma peça aprovada na inspeção e uma que acaba no lixo. KesoNossos sistemas de usinagem avançados e o rigoroso controle de processos nos permitem não precisar escolher entre eficiência e precisão, pois obtemos ambas.
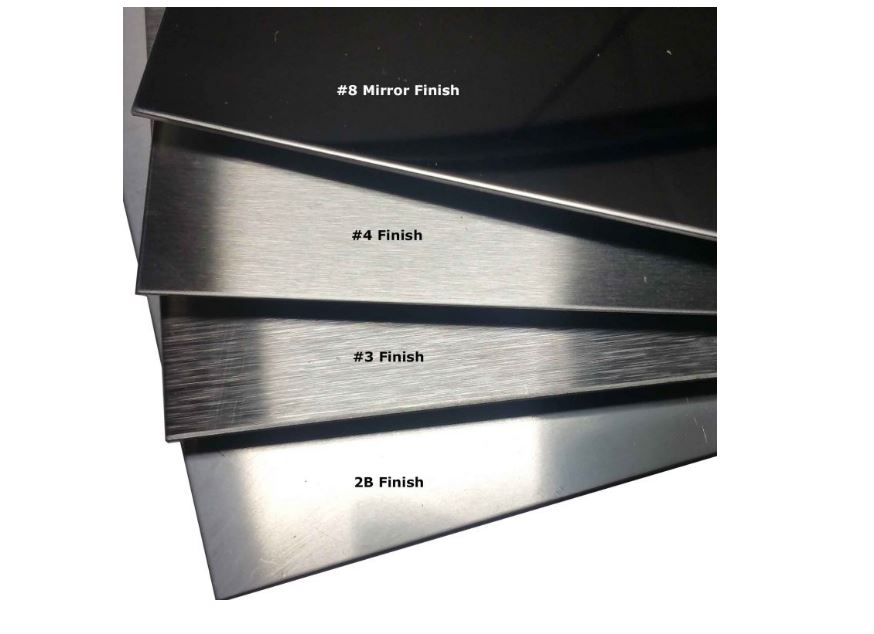
Nem todas as peças precisam de uma superfície espelhada. É por isso que os profissionais de usinagem falam sobre tipos de acabamento superficial, cada um adequado a uma aplicação diferente:
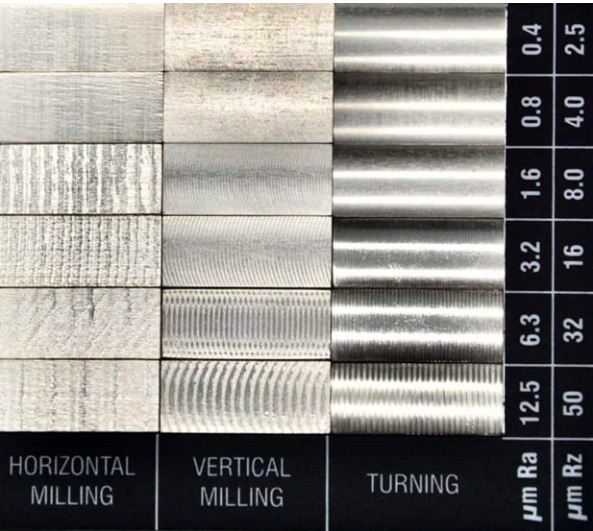
Para medir e comparar esses acabamentos, os engenheiros utilizam escalas como:
Na Keso, não nos limitamos a calcular Ra e Rz no papel; validamos esses valores com equipamentos de teste internos e os comprovamos com opções reais de acabamento, como jateamento com microesferas, anodização, escovação e polimento espelhado, garantindo que os clientes obtenham tanto os valores numéricos quanto a qualidade de superfície exigida por sua aplicação.
Na usinagem, essas medidas são frequentemente associadas a uma escala de acabamento superficial (às vezes representada por números N, como N1 = superfino, N12 = áspero). Por exemplo:
Ter uma escala padronizada de acabamento superficial para usinagem permite que operadores de máquinas, engenheiros e gerentes de compras "falem a mesma língua" ao definir os requisitos das peças. E quando as tolerâncias entram em jogo, é aí que a experiência da nossa equipe em serviços de usinagem e acabamento garante que a peça final tenha o desempenho esperado.
SO acabamento da superfície é mais do que uma escolha estética, em usinagem CNCA análise de acabamento superficial determina o atrito, a resistência ao desgaste, a capacidade de vedação e até mesmo como um componente interage com revestimentos ou peças de acoplamento. Compreender as tabelas de acabamento, as unidades de medida e os métodos de teste em situações reais garante que suas peças atendam às necessidades funcionais e estéticas. Aconselhamos nossos clientes sobre quais acabamentos de superfície proporcionarão o melhor equilíbrio entre funcionalidade, durabilidade e custo. Afinal, às vezes um componente aeroespacial com acabamento polido espelhado faz sentido, e outras vezes um acabamento fresado básico é tudo o que você precisa. Esse é o tipo de orientação que oferecemos em todos os projetos que realizamos.
Diferentes setores industriais utilizam métricas distintas para medir a rugosidade superficial. Na usinagem, as mais comuns são Ra (rugosidade média), Rz (altura média pico a vale) e valores N (números de classificação, geralmente baseados na norma ISO).
Aqui está uma tabela de conversão que nossos engenheiros realmente usam:
| Grau de rugosidade (N) | Ra (µm) | Ra (µin) | Exemplo de processo típico |
| N1 | 0,025 | 1 | Superacabamento / Lapidação |
| N2 | 0,05 | 2 | Lapidação/Afiamento |
| N3 | 0,1 | 4 | Moagem fina |
| N4 | 0,2 | 8 | Retificação/Polimento |
| N5 | 0,4 | 16 | Fresagem fina / Torneamento |
| N6 | 0,8 | 32 | Fresagem/Torneamento Padrão |
| N7 | 1.6 | 63 | Usinagem CNC em geral |
| N8 | 3.2 | 125 | Fresagem grosseira |
| N9 | 6.3 | 250 | Viragem Bruta |
| N10 | 12,5 | 500 | Cortes profundos, superfícies fundidas |
O aço inoxidável geralmente exige controles de acabamento superficial mais rigorosos do que metais mais macios, especialmente em setores como o de processamento de alimentos, aeroespacial e de dispositivos médicos. Quando usinamos eixos de aço inoxidável para clientes da indústria alimentícia, um acabamento liso não é apenas estético; ele previne o acúmulo de bactérias e garante a conformidade com as normas. Esses são os detalhes com os quais nos dedicamos na JLCCNC.
Dica profissional: o aço inoxidável sofre endurecimento por trabalho. Usar ferramentas mais afiadas, fluido de corte adequado e evitar passes de fricção ajuda a manter a qualidade da superfície.
Descobrimos também que equilibrar as taxas de avanço com o revestimento correto da ferramenta faz toda a diferença. Um cliente do setor médico nos procurou com protótipos de implantes em estado bruto e, após otimizarmos os parâmetros, entregamos superfícies suficientemente lisas para atender aos padrões de inspeção cirúrgica. Um acabamento áspero pode significar atrito extra, desgaste mais rápido e, às vezes, peças que nem sequer encaixam corretamente. E, honestamente, é aqui que uma boa oficina de usinagem CNC faz toda a diferença: qualquer um pode cortar, mas nem todos conseguem entregar aquele acabamento limpo e consistente que evita retrabalho e custos adicionais posteriormente.
ETIQUETAS :
 ASSINE NOSSA NEWSLETTER
ASSINE NOSSA NEWSLETTER
WHATSAPP : +86-15375471059
E-mail : allan@safekeso.com
Número de telefone : +86 15375471059



















