
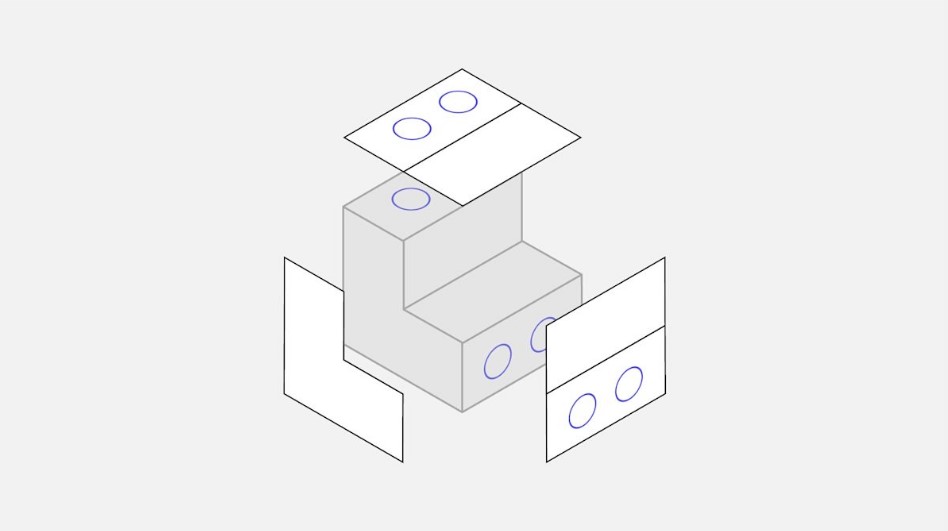
O acesso à ferramenta é uma das principais limitações de design em Usinagem CNC. Para alcançar todas as superfícies do modelo, a peça de trabalho deve ser girada várias vezes.
Sempre que a peça de trabalho é girada, a máquina deve ser recalibrada e um novo sistema de coordenadas deve ser definido.
Ao projetar, é importante considerar as configurações da máquina por dois motivos:
O número total de configurações da máquina afeta o custo. Girar e realinhar a peça requer trabalho manual e aumenta o tempo total de usinagem. Isso geralmente é aceitável se a peça precisar ser girada até três ou quatro vezes, mas qualquer coisa acima desse limite é excessiva.
Para obter uma precisão posicional relativa máxima, dois recursos devem ser usinados na mesma configuração. Isso ocorre porque a nova etapa de calibração apresenta um erro pequeno (mas não negligenciável).
A A máquina CNC de 5 eixos move ferramentas de corte ou peças ao longo de cinco eixos ao mesmo tempo. Usinagem CNC com vários eixos pode fabricar peças com geometrias complexas, pois elas oferecem dois eixos rotacionais adicionais. Essas máquinas eliminam a necessidade de várias configurações de máquina.
A usinagem CNC de cinco eixos permite que a ferramenta permaneça constantemente tangencial ao superfície de corte. Os caminhos da ferramenta podem ser mais complexos e eficientes, resultando em peças com melhor acabamento superficial e tempos de usinagem mais baixos.
Dito isto, o CNC de 5 eixos tem suas limitações. A geometria básica da ferramenta e as limitações de acesso à ferramenta ainda se aplicam (por exemplo, peças com geometrias internas não podem ser usinadas). Além disso, o custo do uso de tais sistemas é maior.
Undercuts são recursos que não podem ser usinados usando ferramentas de corte padrão, pois algumas de suas superfícies não são acessíveis diretamente a partir de cima.
Existem dois tipos principais de reduções: slots T e encaixes. Os undercuts podem ser unilaterais ou duplos e são usinados usando ferramentas especiais.
Ferramentas de corte em t-slot são feitas de um lâmina de corte horizontal anexado a um eixo vertical. A largura de um rebaixamento pode variar entre 3 e 40 mm. Recomendamos o uso de tamanhos padrão para a largura (ou seja, incrementos de milímetro inteiro ou frações de polegadas padrão), pois é mais provável que uma ferramenta apropriada já esteja disponível.
Para Dovetail Ferramentas de corte, o ângulo é o tamanho do recurso definidor. As ferramentas de cauda de 45 e 60 graus são consideradas padrão. Também existem ferramentas com um ângulo de 5, 10 e até 120 graus (em incrementos de 10 graus), mas são menos usadas.
 ASSINE NOSSA NEWSLETTER
ASSINE NOSSA NEWSLETTER
WHATSAPP : +86-15375471059
E-mail : allan@safekeso.com
Número de telefone : +86 15375471059



















